máy khoan Ngang CNC 2 Đầu ( có thể gọi làMÁY KHOAN NGANG LASER 2 ĐẦU .máy khoan cam gỗ công nghiệp ) Định vị bằng hồng ngoại với hệ thống 2 đầu khoan giúp hoạt động hiệu quả tối đa với các chức năng như khoan ốc cam, khoan chốt, khoan lỗ khoảng cách, khoan lắc mộng, chạy rãnh mộng dài…
Giảm tốc: Bộ giảm tốc hành tinh
Đường ray: Semborler, Đài Loan
Giá đỡ: Răng sáng có độ chính xác cao mài 1,5 răng xoắn
Biến tần: Hehe
Động cơ truyền động: Động cơ Servo kép 750W X 2
Trục chính: Trục chính làm mát bằng không khí 2.2kw X2
thân máy : xử lý lão hóa. Xử lý năm mặt.
Điện: Các thành phần điện Chint
Cảm biến: Biểu ngữ Mỹ hoặc Keyence Nhật Bản
Bàn làm việc có hành trình trường học: 2450MM
Chức năng chính: lỗ ba trong một / lỗ chốt / lỗ mù / rãnh / mã quét / bộ phận vô hình / lamino
Kích thước: 3100X1200X1300
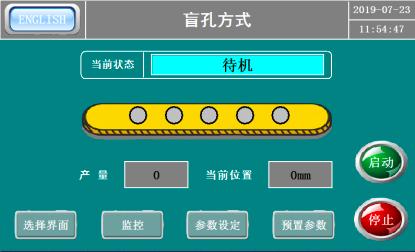
1.Màn Hình Bắt Đầu :

1) Chế độ quét: chế độ sản xuất bình thường, quét lỗ tấm và lỗ bên đục lỗ
2) Chế độ phay khe: Theo vị trí đặt vị trí, chiều dài khe được tự động phay
3) Chế độ lỗ mù: tự động đục lỗ theo vị trí đục lỗ đã đặt
4) Chế độ quét: Sử dụng máy quét để quét mã vạch / mã QR để đọc tên tệp và tự động hoạt động theo tệp trong đĩa U
5) Chế độ quét ván : Quét chiều dài ván, tự động đục / phay rãnh theo chiều dài ván quét và đặt tham số
6) Chế độ thủ công: mỗi xi lanh, vận hành bằng thủ công servo
2.chế độ Quét :

1) Chế độ trạm làm việc / chế độ tấm ván : chuyển đổi giữa chế độ kẹp phôi và quét
2) Không có lỗ trung tâm / lỗ trung tâm tấm / lỗ trung tâm lỗ:
A. Không có lỗ trung tâm: không có lỗ trung tâm
B. Lỗ trung tâm bảng: tính toán lỗ trung tâm từ đầu và đuôi của bảng
C. Lỗ trung tâm lỗ: tính lỗ trung tâm với lỗ thứ nhất và lỗ đuôi
3) Lỗ đơn không có lỗ chốt / lỗ đơn ở bên trái / lỗ đơn ở bên phải / lỗ đơn hai chiều
A. Lỗ đơn không có lỗ pin: Không có lỗ pin nào được đục lỗ khi tấm quét chỉ có một lỗ
B. Lỗ đơn ở bên trái: Khi tấm quét chỉ có một lỗ, lỗ ngoại vi nằm ở bên trái (hướng của nguồn gốc của thiết bị)
C. Lỗ đơn ở bên phải: Khi tấm quét chỉ có một lỗ, lỗ ngoại vi nằm ở bên phải (phần cuối của thiết bị)
D. Lỗ đơn ở bên phải: Khi bảng quét chỉ có một lỗ, lỗ gỗ thường được đục lỗ
4) Không có lỗ pin gỗ / lỗ pin bên trong / lỗ pin bên ngoài / lỗ pin bên trong và bên ngoài
A. Không có lỗ gỗ: không có lỗ pin
B. Pinhole bên trong: Pinhole nằm ở bên trong ván
C. Lỗ pin ngoài: Lỗ pin hướng ra bên ngoài tấm
D. Lỗ đầu trong và ngoài: Đục lỗ trên hai đầu
5) Đầu ra: Số lượng đã được sản xuất
6) Vị trí hiện tại: vị trí trục Y hiện tại
7) Chọn trang: trở về trang trước
8) Giám sát: Nhập trang giám sát IO
9) Cài đặt tham số: vào trang cài đặt tham số
10) Bắt đầu: Nút bắt đầu
Sau khi bắt đầu, nó sẽ vào trạng thái thay đổi. Sau khi thay đổi hoàn tất, bạn có thể nhấn nút trạm vật lý để làm việc
11) Dừng: nút dừng
3.Chế Độ Phay Khe:

1) Tốc độ phay khe: tốc độ chạy trong quá trình phay khe
2) Độ sâu rãnh phay: độ sâu của rãnh phay
3) Độ sâu đơn: độ sâu của phay rãnh đơn
4) Ví dụ: độ sâu của rãnh phay là 20 mm và độ sâu của một lần chuyền là 5 mm, có nghĩa là rãnh được phay trong 4
5) Đầu ra: Số lượng đã được sản xuất
6) Vị trí hiện tại: Vị trí trục Y hiện tại
7) Chọn trang: trở về trang trước
8) Giám sát: Nhập trang giám sát IO
9) Cài đặt tham số: vào trang cài đặt tham số
10) Bắt đầu: Nút bắt đầu
Sau khi bắt đầu, nó sẽ vào trạng thái thay đổi. Sau khi thay đổi hoàn tất, bạn có thể nhấn nút trạm vật lý để làm việc
11) Dừng: Nút dừng
12) Cấu hình phay khe: nhập trang cấu hình tham số phay khe.
4. Cấu Hình Phay Khe:

Trang này định cấu hình các thông số của khe phay, có thể định cấu hình tổng cộng 6 khe
Lấy vị trí đầu tiên làm ví dụ:
Điểm bắt đầu là vị trí bắt đầu của khe phay, khoảng cách khe là chiều dài của khe phay và điểm cuối là thông số giám sát, được sử dụng để tạo thuận lợi cho việc tính toán khe. Nút hợp lệ / không hợp lệ là liệu khe có hoạt động không
Ví dụ: vị trí bắt đầu là 50, khoảng cách vị trí là 100, nó hợp lệ, nghĩa là, phay vị trí bắt đầu ở vị trí 50 của cạnh bảng và kết thúc ở vị trí 150.
5. Trang lỗ mù:
1) Đầu ra: Số lượng đã được sản xuất
2) Vị trí hiện tại: vị trí trục Y hiện tại
3) Chọn trang: trở về trang trước
4) Giám sát: Nhập trang giám sát IO
5) Cài đặt thông số: vào trang cài đặt thông số
6) Bắt đầu: Nút bắt đầu
Sau khi bắt đầu, nó sẽ vào trạng thái thay đổi. Sau khi thay đổi hoàn tất, bạn có thể nhấn nút trạm vật lý để làm việc
7) Dừng: nút dừng
Thông số đặt trước: cài đặt vị trí đục lỗ.
6.Thông Số Lỗ Mù:
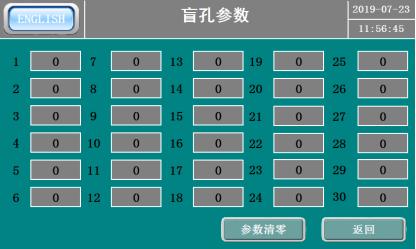
Đặt vị trí đục lỗ trên trang này
Trình tự bấm lỗ được bấm theo thứ tự số thứ tự.
7. Chế Độ Quét :

1) Tên fin: Tên của fin cần đọc. Thông số này có thể được nhập bằng tay hoặc quét bằng máy quét
2) Trạng thái quét:
A. Chờ đọc, chờ quét hoặc nhập thủ công tên fin.
B. Đọc thành công, đọc thành công, bạn có thể nhấn nút trạm để bắt đầu công việc
C. Đọc thất bại, không có fin tương ứng hoặc lỗi fin.
3) Thời gian khía: thời gian tương ứng khi khía
4) Đấm sâu: độ sâu khi đục lỗ.
5) Độ sâu rãnh: Độ sâu tương ứng khi có rãnh
6) Khoảng cách lỗ của đầu nối vô hình: Khoảng cách lỗ của đầu nối vô hình
7) Mã G / kết nối vô hình:
1. Chế độ mã G: đọc tệp nc trực tiếp và bấm lỗ theo nội dung fin.
2. Trình kết nối vô hình: đọc fin nc trực tiếp và tạo trình kết nối vô hình theo nội dung của fin
8) Lặp lại xử lý:
Sau khi xử lý xong, nhấn nút này để xử lý lại fin mà không cần quét lại
9) Chọn trang: trở về trang trước
10) Giám sát: Nhập trang giám sát IO
11) Cài đặt thông số: vào trang cài đặt thông số
12) Danh sách fin : Nhập danh sách fin và xem nội dung fin.
8.Hình Thức Qúet Ván:

1) Hiệu chỉnh lỗ phía sau: Lỗ cuối cùng tương ứng với giá trị bù của đuôi ván.
2) Hiệu chỉnh lỗ trước: Lỗ thứ nhất tương ứng với giá trị bù của cạnh ván.
3) Độ sâu rãnh phay: độ sâu của rãnh phay
4) Thời gian phay khe: số lần khi phay rãnh
5) Chiều dài ván: chiều dài của ván được quét (chỉ đọc)
6) Khoảng cách lỗ dẫn: khoảng cách đục lỗ sau chế độ phay khe
7) Chiều dài rãnh phay: Chiều dài rãnh phay ở chế độ phay
8) Độ lệch lỗ chì: khoảng cách giữa lỗ chì thứ nhất và lỗ chì thứ hai
9) Phay / đục lỗ: Đặt chế độ thành phay hoặc đục lỗ
10) Chọn trang: trở về trang trước
11) Giám sát: Nhập trang giám sát IO
12) Cài đặt thông số: vào trang cài đặt thông số
13) Bắt đầu: Nút bắt đầu
Sau khi bắt đầu, nó sẽ vào trạng thái thay đổi. Sau khi thay đổi hoàn tất, bạn có thể nhấn nút trạm vật lý để làm việc
14) Dừng: Nút dừng
15) Cấu hình quét: nhập trang cấu hình quét.
9. Cấu Hình Quét:

Đặt tối đa 10 tài liệu.
Lấy tài liệu đầu tiên làm ví dụ:
Chiều dài ván 80, lỗ số 3, khoảng cách lỗ phía trước 30, khoảng cách lỗ phía sau 50
Đó là, quét vào một ván dài dưới 80 ván và đục 3 lỗ, một lỗ ở đầu 30 và một lỗ ở đuôi 50.
Cái cuối cùng ở giữa hai cái lỗ
Độ sâu đục lỗ: độ sâu của mẫu đục lỗ.
10.Chế Độ Thủ Công:
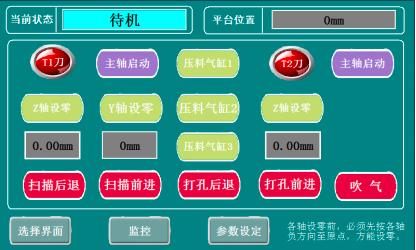
Trục Z được đặt thành 0: đầu khoan tương ứng di chuyển đến vị trí trục Z 0 (bên trái là công cụ T1, bên phải là công cụ T2)
Trục Y được đặt thành 0: trục xoay di chuyển đến vị trí 0 tương ứng
Lưu ý: Trước khi quét về phía trước, bạn phải quét trở lại điểm gốc để bảo vệ vị trí. Điều tương tự cũng đúng đối với việc bấm lỗ
Các nút còn lại tương ứng với từng chức năng và không có giải thích thêm ở đây.
11. Cài Đặt Thông Số:

Tất cả các cài đặt thông số trang sẽ vào trang này, mật khẩu 111111
Nhập trang cài đặt người dùng

Chỉnh laser: hiệu chỉnh khi đục lỗ
Đường kính lỗ tối đa: khi lớn hơn giá trị này, lỗ không hợp lệ
Đường kính lỗ tối thiểu: khi nhỏ hơn giá trị này, lỗ không hợp lệ
Khe phay góc tọa độ lỗ: vị trí không phay
Punch Depth: Punch Depth trong Chế độ quét
Khoảng cách lỗ ống: khoảng cách của lỗ đầu
Chiều dài tăng tốc và giảm tốc: chiều dài tăng tốc và giảm tốc
Vị trí gốc: chiều dài từ gốc sau khi thay đổi, được sử dụng để bảo vệ 10 mm-20 mm
Chiều dài khu vực 123: chiều dài tương ứng của ba trạm
Chiều dài thân máy: tổng chiều dài thân máy.